以下是:55/6516Mn珩磨管的产品参数
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:55/6516Mn珩磨管的图文视频
55/6516Mn珩磨管,安达液压机械有限公司为您提供55/6516Mn珩磨管的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到云南省 普洱市 。 云南省,普洱市 普洱市有4A级景区7个,3A级景区15个。有1个湿地公园,3个森林公园,18个自然保护区,保存着全国近三分之一的物种,有“云南动植物王国的王宫”之称。有中老铁路、昆曼大通道穿境而过,高速公路里程585千米,有普洱思茅、澜沧景迈2个机场。
以下是我们上传的55/6516Mn珩磨管实拍视频,您可以点击观看。
以下是:55/6516Mn珩磨管的图文介绍


云南普洱珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



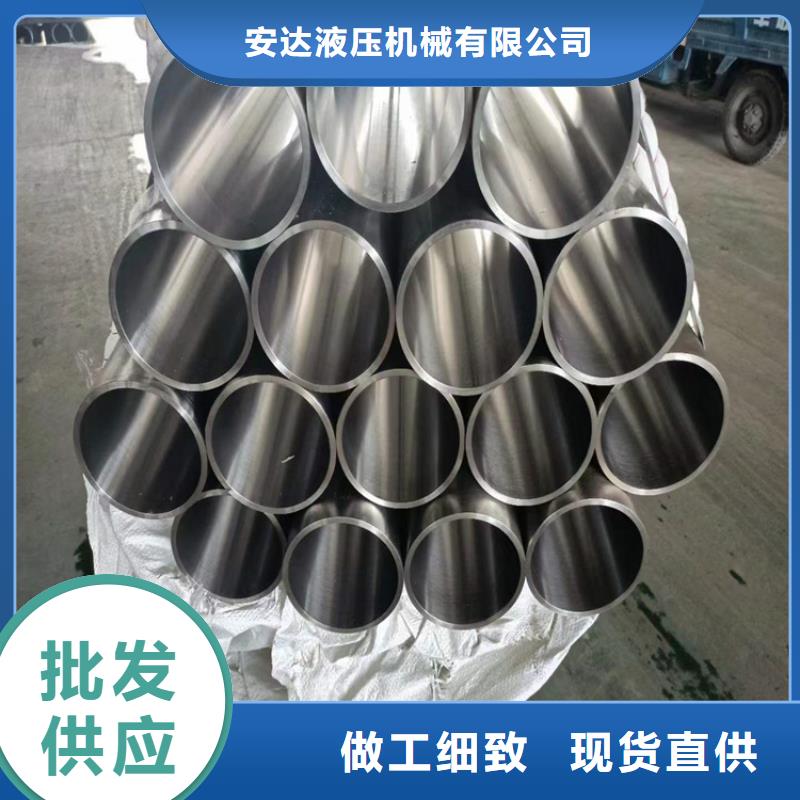
云南普洱企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。


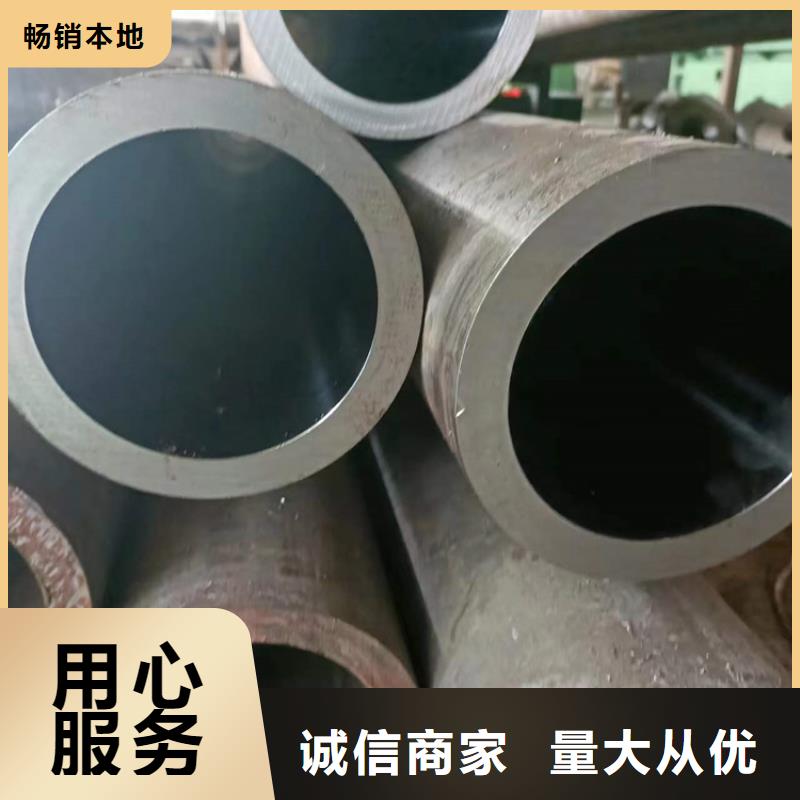
云南普洱企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



安达液压机械有限公司生产销售 云南普洱不锈钢油缸管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。

55/6516Mn珩磨管_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 云南省普洱市。